
帕沃特信息技术
智能 高效 标准
帕沃特信息技术
高效、简洁、强悍



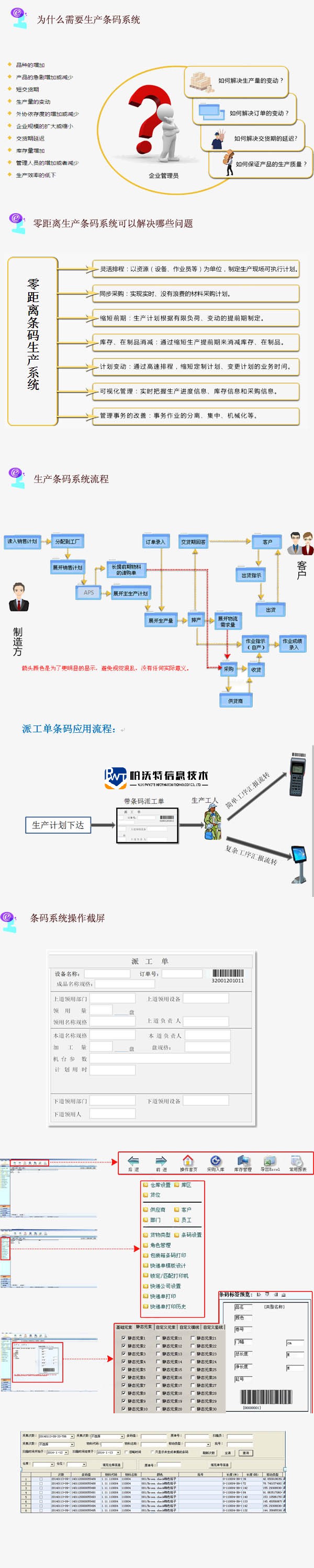
生产条码管理系统主要用于生产过程中的计划跟踪,工序跟踪卡的扫描;在制品的统计等;

推荐

电子标签拣货系统(Computer Assisted Picking System):其工作原理是通···
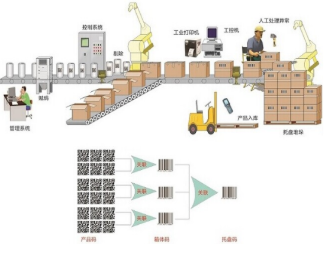
在线赋码管理系统在线赋码1、物流包装一般分为三级包装:产品包装、纸箱包装、托盘包装,系统为三级包装分···
扫一扫 手机访问
 售前咨询专员
售前咨询专员
